Automated Routing Generation

This starts with the importation and storage of the following CAD Part Parameters:
- Material / Thickness / Part Weight / Bend Radius
- Blank / Flat (Length & Width)
- Cutouts / Holes (Count & Size)
- Minimum / Maximum Bend Length
- Minimum / Maximum Bend Angle
- Minimum / Maximum Flange Width
- Minimum Pem Hole to Bend Line Gap
- Minimum Embossment to Bend Line Gap
- Minimum Louver to Bend Line Gap
- Maximum Up / Maximum Down Bend
- Fold / Hem / Extrude Counts
- Minimum Taper / Die Cut to Bend Line Gap
The CAD part parameters serve as foundation to establish tribal knowledge logic and procedures that helps automate and speed up the quoting, engineering and manufacturing workflow process while reducing the dependency of relying on key personnel when they are not available. Many products, when they are designed and manufactured, can take various routing paths based on part characteristics, production levels and customer specifications.
The primary purpose of capturing and storing CAD part parameters helps establish a foundation of information that can drive quoting, design engineering, manufacturability testing, and routing generation. With regards to routing generation, the Global Edge Engineering Assistant provides a simplified and innovative approach selecting optimal routing steps by combining CAD part parameters with tribal knowledge logic.
This process starts with the definition of possible routing steps as illustrated on the following screen:
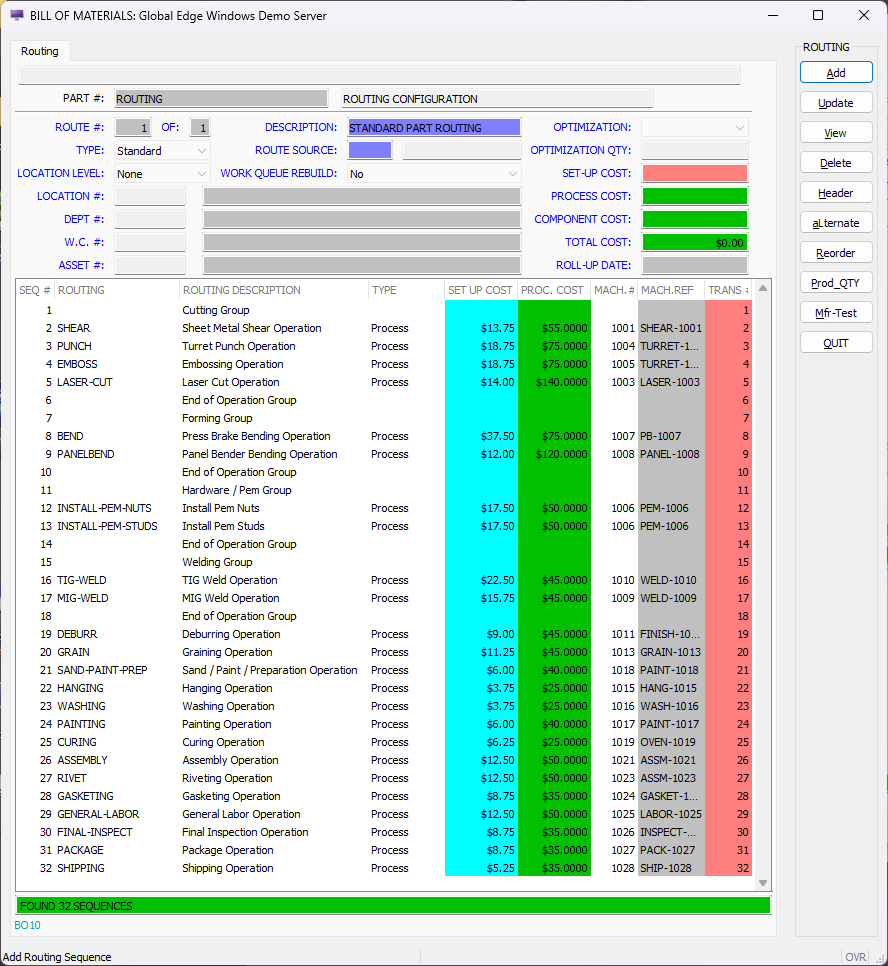
- The above screen are the following routing groups: Cutting Group (Sequence #1)
- SHEAR
- PUNCH
- EMBOSS
- LASER-CUT
- The above routing group (Cutting Group), the illustration includes four possible cutting operations that are automatically based on logic driven by the CAD part parameters. This logic can include automatically importing part sizes into nesting logic to determine if a part requires a “SHEAR” operation. Further logic can be incorporated to determine if a sheet metal part should be cut with a Turret Punch Press or Laser Cutter based on cost and/or delivery time. For example, the PUNCH or LASER-CUT option can also be determined by part hole count, and/or edge quality. Another sample form of logic is if a part contains an embossment, as determined by the CAD model analysis, it rules out the “LASER-CUT” option. Forming Group (Sequence #7)
- BEND
- PANEL-BEND
The routing group (Forming Group), the illustration includes a BEND operation that is tagged to a Press Brake, and a PANEL-BEND operation that is tagged to Panel Bender in our example. The logic associated with the Forming Group incorporates flange size CAD part parameters to determine which bending machine can handle and is best suited to form a sheet metal part. An example of this is if a part has an internal down bend that exceeds the size constraints of a Panel Bender, the BEND operation will then be automatically selected.
Hardware / Pem Group (Sequence #11)
- INSTALL-PEM-NUTS
- INSTALL-PEM-STUDS
The routing group (Hardware / Pem Group), the illustration includes Pem Nuts and Pem Studs which can be driven if the CAD model analysis detects Pem holes which would automatically select the INSTALL-PEM-STUDS operation and include the matching number of studs into the bill of materials. This logic can also include matching the same number of Pem Studs and including the INSTALL-PEM-NUTS into the routing path or could prompt the user to input the number of Pem Nuts. Zero, no Pem Holes will preclude these routing operations from the routing list.
Welding Group (Sequence #15)
- TIG-WELD
- MIG-WELD
The routing group (Welding Group), the illustration includes either TIG or MIG welding which can simply include logic as to welding option based on the Material automatically determined with the CAD Model Analysis.
Remaining Routing Options (Sequence #19 through Sequence #32)
- DEBURR
- GRAIN
- SAND-PAINT-PREP
- HANGING
- WASHING
- PAINTING
- CURING
- ASSEMBLY
- RIVET
- GASKETING
- GENERAL-LABOR
- FINAL-INSPECT
- PACKAGE
- SHIPPING
The remaining routing options can be defined as standard options, or have logic incorporated based on specific CAD part parameters or previous operations. These parameters or operations could include if the part was cut with a Turret Punch Press, that would then automatically the DEBURR operation. Operations associated with Painting could be automatically selected if the part material is Cold Rolled Steel, and not selected if the material is Stainless Steel.
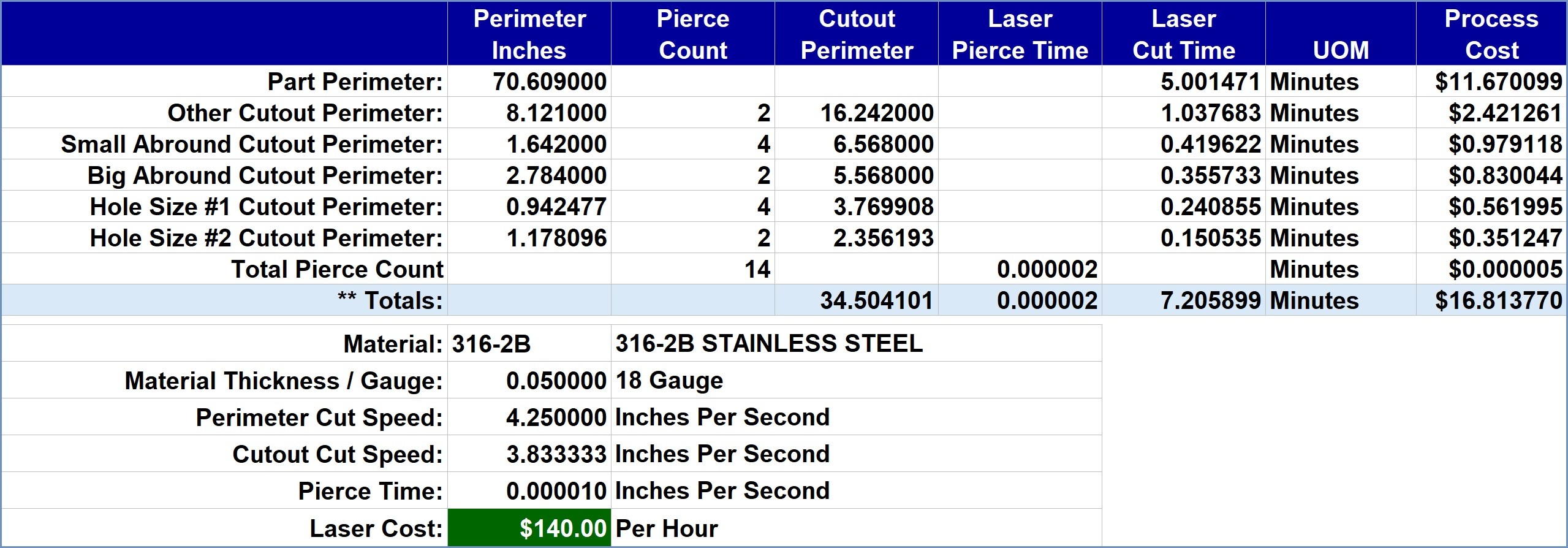
As each routing step is selected with automated routing generation capabilities, the Global Edge Engineering Assistant automatically calculates process times for each routing step. For example, the Global Edge Engineering Assistant calculates laser cut times based on CAD part parameters which includes:
As each routing step is selected with automated routing generation capabilities, the Global Edge Engineering Assistant automatically calculates process times for each routing step. For example, the Global Edge Engineering Assistant calculates laser cut times based on CAD part parameters which includes:
- Part Perimeter Length
- Total Cutout Perimeter Length
- Number of Cutouts
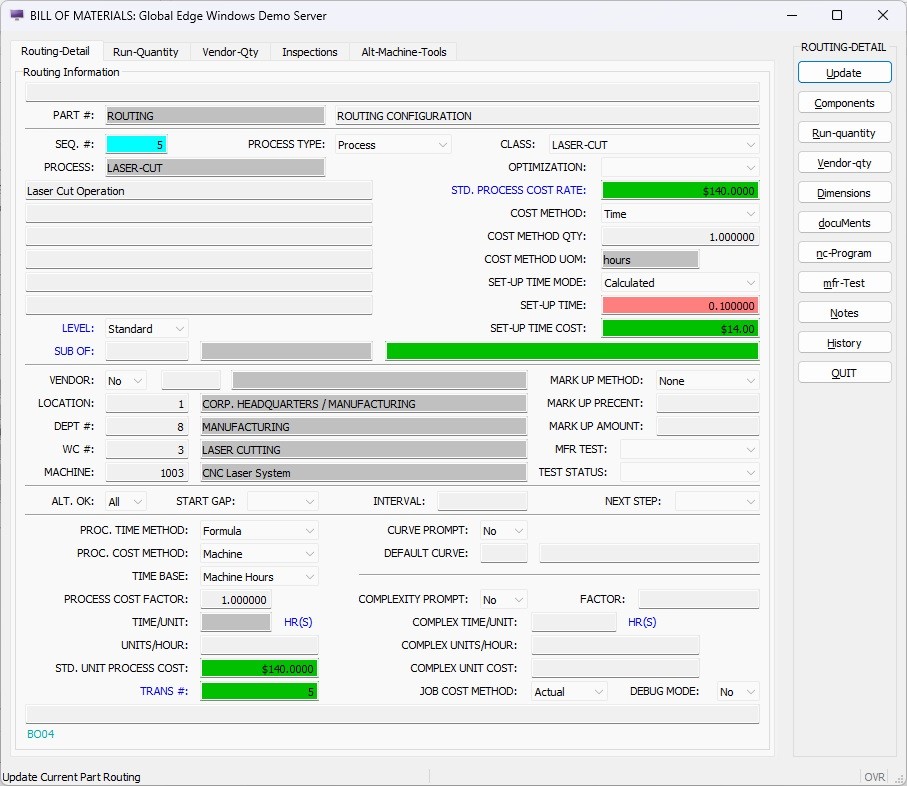
The following is an explanation of how the Global Edge Engineering Assistant calculates the Laser Cut Times. This starts adding a profile for the “LASER-CUT” manufacturing process followed by adding specific user defined formulas:
Sample Calculated Laser Cut Times
The following is an example of how the Global Edge Engineering Assistant automatically calculates Laser Cut Times during the routing generation process. The following is a sample DXF flat file to illustrate how laser cut times without having to utilize nesting software at the quoting stage:

The following is an example the Global Edge Engineering Assistant automatically calculates for the above sheet metal DXF flat file:
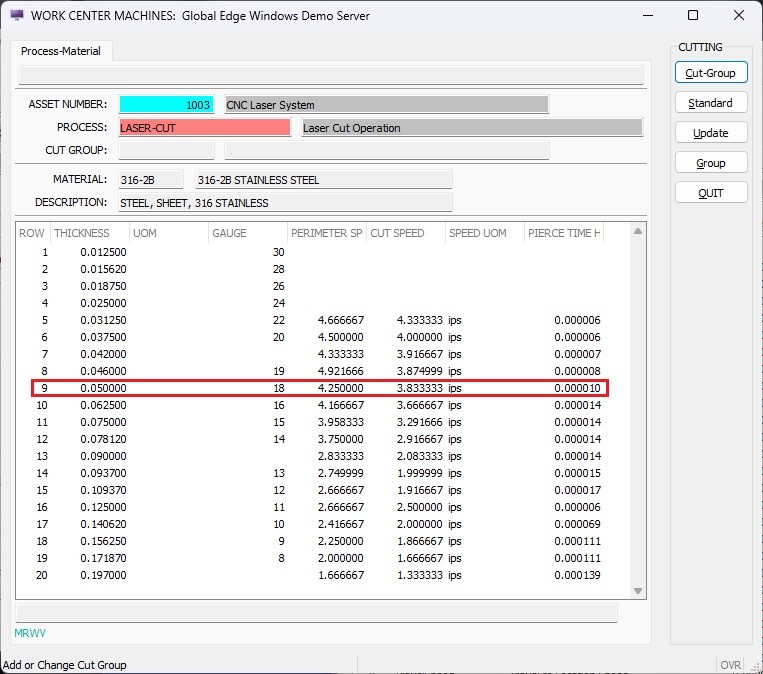
The following screen indicates the Laser Cut Speeds for 316-2B Stainless Steel which includes values for a variety of Thicknesses / Gauges and includes Perimeter Cut Speeds, Cutout Cut Speeds and Pierce Times:
The following is an explanation of how the Global Edge Engineering Assistant calculates the Laser Cut Times. This starts adding a profile for the “LASER-CUT” manufacturing process followed by adding specific user defined formulas:
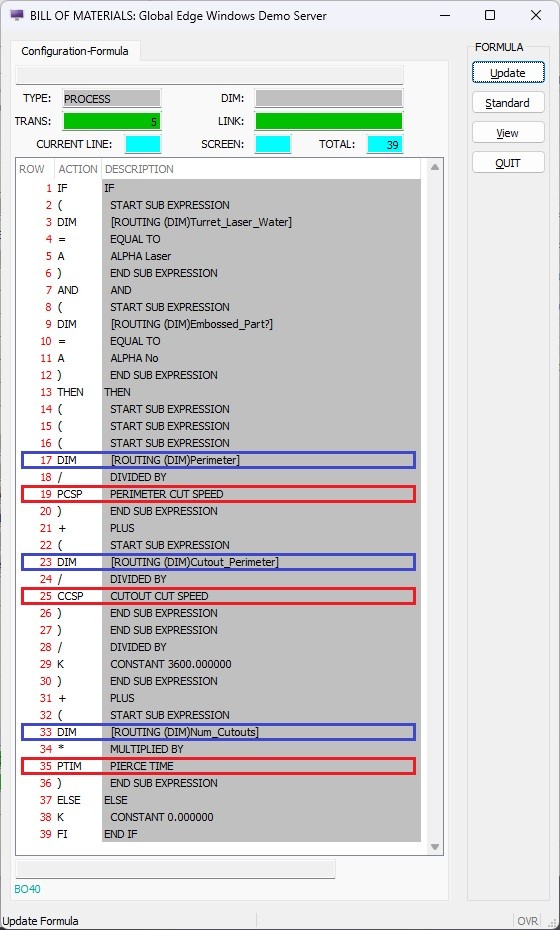
The formula on the above screen includes:
Line 17 “DIM [ROUTING (DIM)Perimeter]” that brings in the values from the importation of the DXF Flat File, which is divided by Line 19 “PCSP PERIMETER CUT SPEED” which automatically generates the time the Laser Cut Time for the perimeter based on the material and thickness.
Line 23 “DIM [ROUTING (DIM)Cutout_Perimeter]” that brings in the values from the importation of the DXF Flat File, which is divided by Line 25 “CCSP CUTOUT CUT SPEED” which automatically generates the time the Laser Cut Time for the Cutout Perimeter based on the material and thickness.
Line 33 “DIM [ROUTING (DIM)Num_Cutouts]” that brings in the values from the importation of the DXF Flat File, which is multiplied by Line 35 “PTIM PIERCE TIME” which automatically generates the time the Laser Cut Time for the Piercing Time based on the material and thickness.
Line 17 “DIM [ROUTING (DIM)Perimeter]” that brings in the values from the importation of the DXF Flat File, which is divided by Line 19 “PCSP PERIMETER CUT SPEED” which automatically generates the time the Laser Cut Time for the perimeter based on the material and thickness.
Line 23 “DIM [ROUTING (DIM)Cutout_Perimeter]” that brings in the values from the importation of the DXF Flat File, which is divided by Line 25 “CCSP CUTOUT CUT SPEED” which automatically generates the time the Laser Cut Time for the Cutout Perimeter based on the material and thickness.
Line 33 “DIM [ROUTING (DIM)Num_Cutouts]” that brings in the values from the importation of the DXF Flat File, which is multiplied by Line 35 “PTIM PIERCE TIME” which automatically generates the time the Laser Cut Time for the Piercing Time based on the material and thickness.
